

about us
Jiangsu Suyan Valve Machinery Co., Ltd
Jiangsu Suyan Valve Machinery Co., Ltd., founded in 1991, is a national high-tech enterprise that integrates scientific research and development, production and processing, and technical services. The company is located in the Industrial Park of Binhai Economic Development Zone in Jiangsu Province, with a registered capital of 310 million yuan and total assets of 5 billion yuan. It covers an area of 80 hectares, a building area of 320000 square meters, and currently employs 1300 people















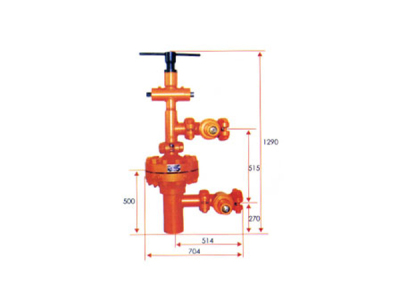
Including gate valves, globe valves, check valves, butterfly valves, forged steel valves, threaded valves, power station valves, high-pressure water injection valves, flange fittings















Looking forward to the future, Suyan Group will adhere to the premise of quality, meet customer needs as its own responsibility, continuously research and innovate more environmentally friendly and energy-saving products to serve society, and strive to build Suyan Group into an aircraft carrier in the valve industry












 Oil Industry
Oil Industry


 Nuclear Power
Nuclear Power

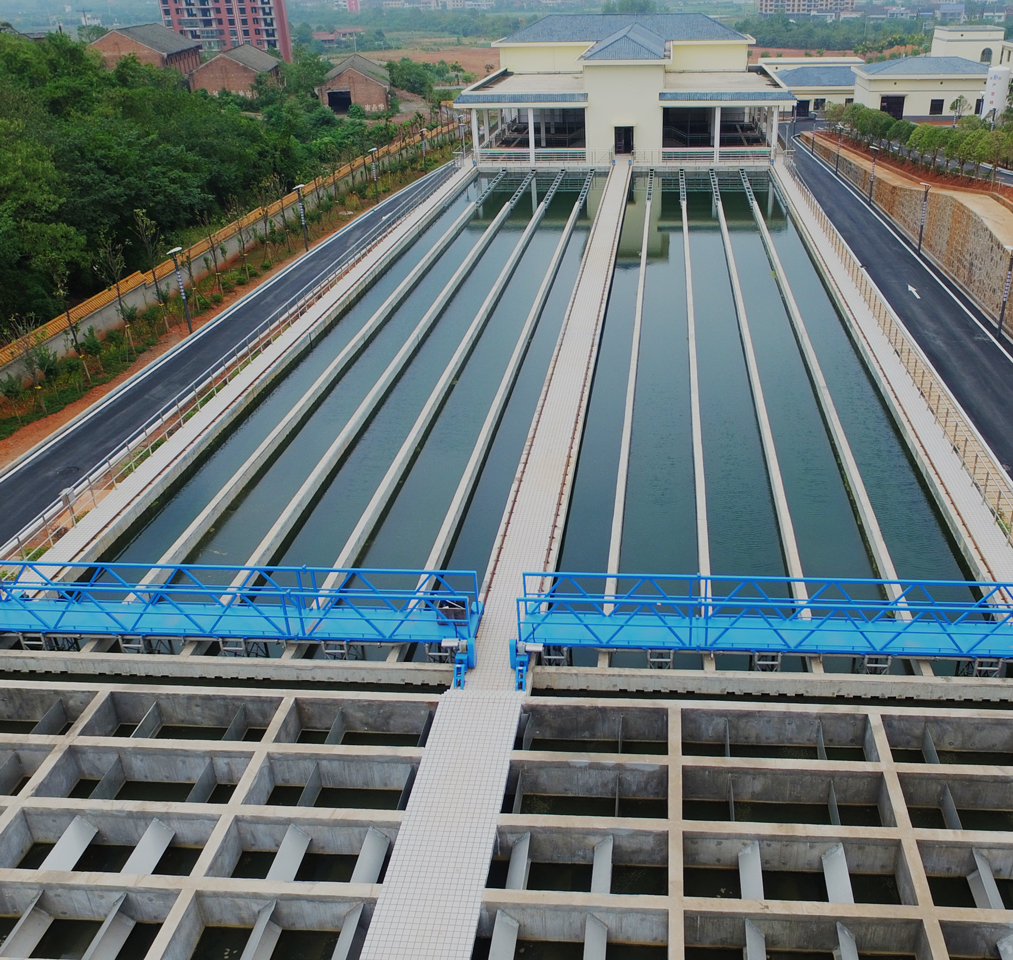
 Water Conservancy
Water Conservancy
 Metallurgical Industry
Metallurgical Industry

 Chemical Industry
Chemical Industry

 Power Industry
Power Industry









Contact Us
Contact Us
Jiangsu Suyan Valve Machinery Co., Ltd
Address: No. 28 Century Avenue, Binhai County, Yancheng City, Jiangsu Province (Kanbei Industrial Park)
Email: hai977@126.com
Website: www.suyangroup.com
-
 Official Account
Official Account -
 Official Website
Official Website


Inquiry

